





























Çözümler
Horse Construction, teknik destekler, dokümantasyon destekleri, ürün destekleri, yazılım destekleri, proje destekleri ile tam bir yapısal güçlendirme malzemesi yelpazesi sunar.
Beton kiriş bağlama çelik takviye yapısının temel noktaları üzerindeki temel analiz

Şu anda, Çin'de beton kirişler için yaygın olarak kullanılan takviye yöntemi, bağlantı çelik takviye yöntemidir. Çelik levhaları yapıştırmak, U şeklinde halka levhalarını yapıştırmak, negatif bükme momenti sertleştiricileri dikmek ve cıvatalar dikmek gibi önlemlerin kapsamlı uygulanması, kiriş desteğindeki yetersiz negatif bükme momenti taşıma kapasitesinden kaynaklanan kalite kusurlarını düzeltir.
1 Yöntem özellikleri
1) Çelik levha, beton üyesinin yüzeyine yüksek performanslı bir epoksi yapıştırıcı ile bağlanır. Çelik levha ve beton birleşik bir bütün olarak birlikte çalışır ve çelik levhanın iyi çekme dayanımı bileşenin taşıma kapasitesini ve sertliğini artırmak amacına ulaşmak için kullanılır.
2) Çelik levha kirişin üst ağızının kenarına yapıştırın. Çelik levha, beton üyesinin yüzeyine yüksek performanslı bir yapısal yapıştırıcı ile bağlanır, böylece çelik levha ve beton birleşik bir bütün oluşturur. Çelik levhanın iyi çekme dayanımı, demirbeton kirişlerinin negatif moment taşıma kapasitesini ve sertliğini artırmak amacına ulaşmak için kullanılır. Çelik levha ve orijinal beton kiristin kuvveti daha iyi entegre etmesi için, cıvata konumu, kiristin üst tarafındaki çelik levhanın ve kiristin alt tarafındaki U şeklinde çarpmanın kesişmesinde cıvata ekimi yoluyla belirlenir. Civatalar kireşe özel ekim yapıştırıcısı ile yerleştirilir ve cıvataların açık uçları kireşin bütünlüğünü güçlendirmek için somunlarla sıkıştırılır. Çelik levha demirbeton kiriş desteğinin alt ucundan geçemediğinden, negatif bükme momenti sertleştiricisi orada dikilir. Kirişin her iki tarafında delikler delinir ve çelik çubukları güçlendirmek için olumsuz anlar yerleştirilir. Bütünlüğünü güçlendirmek için her iki ucundaki çırpan parçaları çelik plakaya bağlayın. Negatif bükme anının desteği ile kirişin yük taşıma kapasitesini artırın.
2 İnşaat süreci
Konumlandırma ve bir beton kiriş boşaltma bir kiriş tabanı tedavi-çatlak onarımı ve sızdırmazlık-sondaj-temizleme-çelik levha üretimi ve kesme-çelik levha sondaj-bağlama.
3 çalışma süreci noktaları
3.1 Takviye malzemelerinin üretimi ve işlenmesi
1) Takviye için çelik levha tasarımın gerektirdiği model ve boyuta göre kesilir. Kesme sırasında, çelik deformasyonunu ve iç gerilimi önlemek için sıcak kesme değil soğuk kesme olmalıdır. Çelik parçaların uzunluğu ve genişliği tasarım gereksinimlerini karşılayamazsa, kaynak kullanılabilir ve kaynaklı çelik parçalar platformda veya daha pürüzsüz zeminde düzenli ve şekillendirilmelidir
2) U şeklinde halka levhası, tasarım boyutuna göre kirişin üst tarafında takviye için kullanılan çelik levha ile kesişmede kakarılır.
3) Negatif bükme momenti sertleştiricileri tasarlanmış özelliklere ve boyutlara göre kesilir ve demirleme vidası, sahaya girdikten sonra tasarlanmış boyuta göre kesilen bitmiş tam filament vidasını benimser.
4) Tasarım boyutuna ve konumuna göre çelik levha ve U şeklinde halka üzerinde delikler yumruk. Delik çapı tasarım gereksinimlerini karşılamalıdır.
3.2 Derusting. Cilalanmış
1) Çelik levhalar ve U şeklinde halka levhaları, korozyon koşullarına göre pas kaldırma ve kaba işleme için bir taşlayıcı ile cilalanmalıdır, böylece çelik levhanın metal parlaklığı ve kabalığı ne kadar büyük olursa o kadar iyi olur ve taşlama hatları kuvvet yönüne mümkün olduğunca dik olmalıdır. Yüzeyi asetona batırılmış emici pamukla silin ve tamamen kuruduktan sonra bir yana koyun.
2) Güçlendirme kaburgaları ve vidaları, tasarım gereksinimlerine göre ilgili pozisyonlarda işaretlenir. Paslanma ve temizlemenin uzunluk aralığını işaretleyin, metal parlaklığa kadar paslanma temizleme uzunluk aralığında çelik çubukların yüzeyini cilalamak için bir değirmen veya tel fırçası kullanın ve paslanma temizleme uzunluk aralığında çelik çubukların yüzeyini silmek için asetona daldırılmış emici pamuk kullanın.

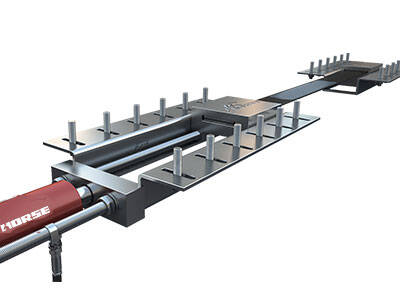
3.3 Yükleme
İnşaat sırasında, çekiler, sapma sayacıları ve destek sistemleri destek sistemleri olarak kullanılır. Yükleme için temel olarak sapma değeri ve jack kuvveti değerinin iki yönlü kontrol parametresi kullanılır. Destek sütununun kök ve üstünü düzleştirin ve sabitleyin ve jack, destek sütununu temel ile hizalamak için kuvvet uygular. İnşaat sırasında, sapma ölçeği gizli bir sayı gösterirse veya jack basıncı değeri önemli ölçüde değişirse, iş durdurulmalıdır. İnşaat sadece güvenlik ve istikrarlı destek onaylandıktan sonra devam edebilir. Birden fazla jackin boşaltılması senkronize edilmelidir.
3.4 Beton bileşenlerin temel tedavisi
Güçlendirilmiş alandaki kiriş taban yüzeyinin düzensizliği, yapının yeni yüzeyi tamamen maruz kalana kadar yüzey çöplüğünü, yağını ve diğer kirlilikleri çıkarmak için bir açılı öğütme makinesi ile pürüzsüzleştirilir. Ve tozu dokunuşa yapışmayana kadar temizlemek için bir hava kompresörü kullanın. Köşe macun, bir ark şekline çevrilmiş ve cilalanmalıdır ve ark yarıçapı 20mm'den az olmamalıdır.
3.5 Beton bileşenlerdeki çatlakların mühürlenmesi
Tasarım gereksinimlerine göre, beton bileşenlerin çatlakları mühürlenir ve eklemler yapısal yapıştırıcıyla mühürlenir. Gözenekleri ve çatlakları temizlemek için sıkıştırılmış hava kullanın. Çatlak alanının büyüklüğüne göre, tek delikli veya çoklu delikli maruz kullanılabilir. Bir çatlak üzerinde Grouting bir ucundan diğerine yapılabilir. İndirme sırasında, dönme mantosu: valf bir sonraki egzoz nozulu indirmeden çıktığında hemen kapatılmalıdır. Bu sırada, kimyasal malzemenin malzeme basıncı 0,2 MPa'dır. Basınç yavaş yavaş artmalıdır. Ani basıncı önlemek için, belirtilen basınca ulaştıktan sonra, basınç, reçete gereksinimlerini karşılamak için istikrarlı tutulmalıdır.
3.6 Negatif bükme momenti sertleştiricileri dikme
İşlenmiş çelik çubuğu önce deliğe yerleştirin ve deliğin her iki ucunu epoksi harcıyla mühürleyin. Takıldığında, bir ucunda bir tutkal enjeksiyon deliği bırakın ve diğer ucunda bir havalandırma deliği bırakın. Epoksi harç katlandıktan sonra, yüksek basınçlı yapıştırıcı enjeksiyonu yapılabilir. Hazırlanan çapa yapıştırıcısını yapıştırıcı silindirine koyun ve yapıştırıcı nozelini yükleyin. Çaplama yapışkanını yapışkan enjeksiyon deliğinden deliğe enjekte edin. Yapışkanın diğer ucundaki havalandırma açısından akıncaya kadar. Sonra, enjeksiyon deliğini ve havalandırma deliğini takmak için epoksi harç veya diğer malzemeler kullanın. Demir çubuğu ekledikten sonra, dış kuvvetin etkisinden kaçınmak için dikim demir çubuğu yapıştırıcısının katlandığına kadar vida durmadan tutulmalıdır. Tutışkanın sertleşmeden önce çarpılmasını veya taşınmasını önlemek için uygun yerlerde uyarı levhaları kurun.
3.7 Bitki cıvataları
Yapışkan enjekte etmek için özel bir yapıştırıcı silah kullanın. Yapıştırıcı tabancasının enjeksiyon tüpü, enjeksiyon sırasında çıkarken enjeksiyon yapıştırmaya başlamak için deliğin altına eklenmelidir. Tutkal enjeksiyon miktarı, cıvata çubuğunu ekledikten sonra biraz aşmaya dayanmalıdır. Genellikle, delik derinliğinin 2/3'ündür. İşlenmiş cıvata çubuğunu yavaş yavaş deliğe yerleştirin. Girirken vidayı yavaş yavaş yerleştirirken aynı yönde döndürün. Deliğin altına ulaşana kadar bir kez eklenmelidir. Gerekirse, vidanın tamamen takıldığından emin olmak için açığa çıkan vidanın ucunu bir çekiçle vurun. Bu anda, delikten aşmayan bir demirleme yapıştırıcısı yoksa, enjekte edilen yapıştırıcı miktarının yeterli olmadığı anlamına gelir. Vida çekilmeli, yeniden enjekte edilmeli ve yapıştırıcı deliği doldurana kadar tekrar eklenmelidir.
3.8 Çelik levha bağlama
1) Çelik levha yapıştırma ve basınçlandırma: Çelik levha sıkıştıktan sonra, hemen özel bir U şeklinde kelepçe ile sıkıştırılmalı ve yapıştırıcının sadece çelik levhanın kenarından ekstrüde edilmesi için doğru basınçlandırılmalıdır. U şeklinde halka yapıştırıldıktan sonra, önceden implante edilmiş cıvatalar ve somunlar çelik levha için kalıcı bir ek demirleme önlemi olarak sıkıştırılır.
2) Sertleştirme: Yapısal yapıştırıcı oda sıcaklığında sertleştirilir. Güç değerinin% 90'ından fazlası 24 saat içinde ulaşılabilir. Bu anda, fikstür veya destek çıkarılabilir. 72 saat içinde tamamen tedavi edilebilir ve güç altında kullanılabilir. Sıcaklık 5 ° C'den daha düşük ise, manuel ısıtma kullanılmalıdır. Isıtma ve yalıtım için kızılötesi lambalar veya elektrikli battaniyeler kullanılmalıdır. Sertleşme dönemi çelik levhaya herhangi bir rahatsızlık yaratmamalıdır.
3.9 Çelik U şeklinde halkanın bağlanması
Çelik levha yapıştırırken, T uygulaması sırasında takviye etkisini etkilemek için boşluklardan kaçınmak için kirişin altının ortasından her iki tarafa yapıştırılmalıdır, böylece U şeklinde çelik levha çalışma yüzeyi ile yakından birleştirilir. U şeklinde çelik levha bağlandıktan sonra, önceden implante edilmiş cıvatalar ve somunlar çelik levha için kalıcı bir ek demirleme önlemi olarak hemen sıkıştırılmalıdır
3.10 Korozyon önleyici boya
Takviye edildikten sonra çelik levhanın yüzeyi koruma için çimento harcıyla boyanmalıdır. Çelik levhanın yüzey alanı büyük ise, harcın bağlanmasını kolaylaştırmak için, bir kurşun tel örgü katmanı veya bir çakıl katmanı yapıştırılabilir ve sonra yüzey çeliğin korozyonundan kaçınmak için 20mm kalınlığındaki Ml5 çimento harcıyla korunur.
Burada ihtiyacınız olan her şeyi bulabilirsiniz. Bu ürünleri denemeye güvenin, sonra büyük bir fark göreceksiniz.

At karbon fiber takviyeli polimer (CFRP) laminat, HM-120CP epoksi ile dışarıdan takviye olarak yapıya bağlanan önceden kürlenmiş kompozit laminatlardır.

HM-120 yapısal çelik levha bağlayıcı yapıştırıcı, güçlü yapışma özelliğine sahip, oda sıcaklığında kürlenen iki bileşenli epoksi bir üründür. Çelik ve betonun kendi kendine yapışmasında ve karşılıklı yapışmasında mükemmel yaşlanma karşıtı, şok direnci özel

HM-120M Çelik levha kaplama yapıştırıcısı, özellikle yapıştırıcı ile bağlanmış çubuk takviyesini desteklemek için yeni tip modifiye epoksi reçine yapı yapısal perfüzyon yapıştırıcısıdır. Çeşitli alt tabakalar ve metallerle bağlanabilir ve yüksek bağlanma m
