





























Çözümler
Horse Construction, teknik destekler, dokümantasyon destekleri, ürün destekleri, yazılım destekleri, proje destekleri ile tam bir yapısal güçlendirme malzemesi yelpazesi sunar.
Taş Bileşenleri Nasıl Güçlendirilir?
Taş bileşenlerinin takviyesi inşaat endüstrisinde son derece yaygındır. Taşın özellikleri nedeniyle, gevşek yapı ve birçok çatlak gibi gizli tehlikelere eğilimlidir. Bugün, taş takviye yöntemleri ile birlikte herkesle iletişim kuracağız.
1. "Arka Net" Takviyesi
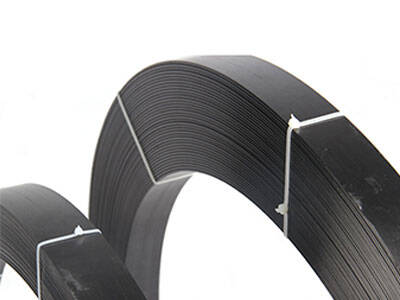
"Arka ağ" takviyesi, yüksek mukavemetli bir lif koruma ağını (örgü boyutu genellikle 5 × 5mm) taş plakanın arkasına epoksi reçine yoluyla bağlamaktan ve ardından kurutmadan sonra plakanın mukavemeti güçlendirilmektedir. Lif koruma ağının tüm rulonunun genişliği 1.2-1.8m'den farklı özelliklere bölünür ve ağırlığı genellikle yaklaşık 900g / dir. ㎡.
Kurulun gerçek ihtiyaçlarına göre, "arka ağ" güçlendirme süreci, güçlendirilmesi gereken mermer, granit, kireçtaş ve oniks gibi çeşitli büyük ve ince levhaları güçlendirmek için kullanılabilir.
Nispeten düşük tutkal viskozitesi durumunda, oda sıcaklığında sertleşme elde etmek genellikle 6-9 saat sürer. Bir kurutma fırınının ısıtma yöntemi kullanılırsa, tam sertleşme süresi önemli ölçüde kısaltılabilir.
Ortam sıcaklığı çok düşük olduğunda, yapıştırıcı kalınlaşır ve sertleşme hızı yavaşlar. Tutışkanı ısıtabilir, taşı ısıtabilir veya yapış ortamının sıcaklığını arttırabilir, bu da tutışkanı ince hale getirir ve sertleşme hızını hızlandırır.

Yapışkanın ideal sertleşme sıcaklığının 25 ℃ ~ 75 ℃ olduğunu belirtmeye değer; Kışta sıcaklık çok düşük olduğunda, daha iyi bir sertleştirme etkisi elde etmek için ısıtmaya ve sertleştirmeye çalışın.
Ayar süresi, arka ağı ile güçlendirilmiş taş levhalar için önemli bir süreç parametresidir. Arka ağı ile güçlendirilmiş levhaların sayısına ve çıkışına, arka ağı sürecinin çalışma yöntemine ve kurutma fırını veya kurutma fırınının kurutma kapasitesini seçip seçmemesine bağlıdır.
Üretim hattında güçlendirilecek levha sayısı büyük ve çıkış gereksinimleri yüksekse, mekanize arka net güçlendirme yöntemi, oda sıcaklığında doğal tam sertleştirme yöntemi veya düz levha sertleştirme ve ısıtma kurutma fırını kullanılabilir. Çıkış çok istekli ise, dikey kurutma fırını bile seçebilirsiniz.
Küçük takviyeli ve düşük çıkışlı bazı üretim hatları için, manuel arka net çalışması ve normal sıcaklık doğal tam sertleştirme yöntemi benimsenebilir.
2. Yüzey nüfuzu ve takviye
Bazı taşların yüzeyinde birçok mikro çatlak var ve bazı mikro çatlaklar taşın derinlerine bile gidiyor. Güçlendirilmiş olsalar da, kuvvetleri hala taşlama ve cilalama gereksinimlerini veya bitmiş ürünün gereksinimlerini karşılayamaz.
Bu anda, yüzey penetrasyon ve takviye için seçilmelidir. Ön nüfuz güçlendirme süreci, yüksek nüfuzlu epoksi reçine AB yapıştırcısının levhanın yüzeyindeki boşluklara nüfuz etmesini, kurutmasını ve daha sonra taşlamayı ve cilalamayı içerir.
Epoksi reçine AB yapıştırıcı yüzey penetrasyon takviyesi için kullanılır. Burada örnek olarak yüksek mukavemetli penetrasyon yapıştırıcısı kullanıyoruz. Bu yapışkanın sertleşme sıcaklığı da 25 ℃, minimum sertleşme sıcaklığı 10-15 ℃ ve oda sıcaklığında sertleşme süresi 4-6 saat gerektirir. Otomatik onarım ve kurutma birimleriyle donatılmış taş üretim hattında, tüm kurutma ekipmanları düz levha yatay kurutma fırını veya dikey dikey kurutma fırını benimser ve yapıştırcın tam sertleşmesini hızlandırmak için yüzey nüfuzu ve güçlendirilmeden sonra taş üzerinde yüksek sıcaklıkta sertleşme tedavisi yapılır. . Düşük çıkış gereksinimlerine sahip bazı basit taş üretim hatları için oda sıcaklığında doğal sertleştirme kullanılabilir, ancak 24 saat sertleştikten sonra bir sonraki işleme geçmek en iyisidir.
Taş çeşitliliği ve farklı renk derinlikleri nedeniyle, yüzey nüfuzu ve takviye tedavileri hepsi tahtanın yüzeyinde gerçekleştirilir. Bu nedenle, tahtanın yüzey nüfuz işlemi için kullanılan yüksek mukavemetli nüfuz yapıştırıcısını seçerken, renginin tahtanın rengiyle aynı olduğunu veya makul bir şekilde eşleştirilebileceğini göz önünde bulundurmalıdır. Takviye tedavisinden sonra yüksek mukavemetli nüfuz yapıştırıcı izleri olmamalıdır. Bu, yüksek mukavemetli nüfuz yapıştırıcısını renklendirmektir. Bu anda seçilen renk macunu, yapışkanın sertleşmesini ve kullanım performansını etkilememek için tercihen epoksi renk macunu veya renk macunudur.
Doğal yüzlü taş önce madenlerden bloklara çıkarılır, sonra bir taş işleme tesisinde kaba levhalara testere edilir ve daha sonra tökülür, cilalanır ve kesilir. Taş bloklarının yaklaşık% 30'u gevşek ve gözenekli yapı, geniş ve derin çatlaklar gibi sorunlara sahiptir. Blokların taşınması sırasında, özellikle testere ve kaba tahtalara kesim sürecinde, kolayca atık taşlara bölünürler, doğal kaynakların büyük bir israfına ve taş şirketlerine önemli ekonomik kayıplara neden olurlar.
İçindekiler, blokları nasıl güçlendirebileceği ve testere hızını nasıl sağlayacağı konusunda birçok yöntem keşfetti ve uyguladı.
Şu anda pazarda iki geleneksel yöntem daha var: manuel infüzyon ve dış sarma.
Açık deliklere ve büyük çatlaklara sahip bloklar için, çoğu üretici, sertleştikten sonra bağlantıyı güçlendirebilecek şekilde, onlara yapıştırıcı enjekte etmek için şırıngalar veya yağ tabancaları gibi basit ekipmanlar kullanır.
Süreç işlemi basit olsa da, düşük verimlilik ve tutkal ve atıkların kolay sızıntısının dezavantajlarına sahiptir. Daha da önemlisi, yapışkanın çatlaklara nüfuz derinliği sınırlıdır ve blokun iç takviyesinin etkisi tatmin edici değildir. Şu anda pazar-dış ambalajda ana akım olan başka bir takviye yöntemi de var. Bloğun dört tarafının dışını güçlendirmek için bir araya yapışmak için cam elyaf takviyeli malzeme ve polimer yapıştırıcı malzeme (epoksi reçine veya doymuş polyester reçine) benimseyin.
Çevredeki sarma takviyesi sayesinde, temelde testere işlemi sırasında blokların eksik kenarları ve köşelerini önleyebilir. Bununla birlikte, blokun içi, özellikle gelişmiş iç çatlakları olan blok için, artırma etkisi çok küçüktür. Testere işlemi sırasında, testere bıçağının güçlü ileri geri titreşimi, orijinal olarak gevşek ve çatlamış iç taşların düşmesine neden olur ve sonuç olarak sıkışmaya veya hatta çökmeye neden olur. Bu fenomen normal üretimi ciddi bir şekilde etkiler.
Üçüncüsü, vakum impregnasyon ve blokların güçlendirilmesi süreci
Bu süreçte, güçlendirilecek tüm blok yapıştırıcı dolu bir silindere ıslanır ve blok blokla birlikte vakum tankına yerleştirilir ve vakum operasyonu yapıştırıcının bloka tam olarak nüfuz etmesine izin vermek için gerçekleştirilir. Sonra bloklar ısıtılır ve daha sonra katlandırılır, böylece bloklar üzerinde içten dışarıya iyi bir takviye etkisi vardır.
Bununla birlikte, bu sürecin çalışması yardımcı olmak için büyük ölçekli özel ekipman gerektirir, verimlilik düşüktür, yapıştırıcı gereksinimleri yüksektir, atık büyük, maliyet kontrol edilmesi zor ve sadece birkaç çeşit blok uygulanabilir, bu nedenle yaygın olarak teşvik edilmemiştir.
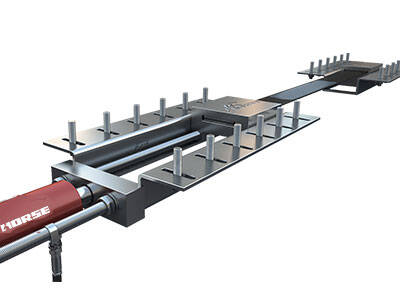
Yüksek basınçlı perfüzyon

Adının gösterdiği gibi, yüksek basınçlı infüzyon, basınçlı ekipmanlarla bloka özel yapışkanın enjekte edildiği ve sertleştikten sonra bloku güçlendirebileceği bir süreçtir. Bu süreç, blokların çatlaklarını mühürler, uygun tutkal enjeksiyon noktalarını seçer ve tüm infüzyon sürecinin kontrol edilebilir olmasını ve çatlak doldurma hızının yüksek olmasını sağlamak için 30 kg'a kadar basınçlı özel ekipman kullanır, böylece blokların pürüzsüz testere elde etmek için güçlendirilebileceğini sağlar. Yüksek basınçlı perfüzyon için ana ekipman, yüksek basınçlı perfüzyon makinesi ve hava kompresörü içerir. Ana malzemeler yapıştırıcı enjeksiyon nozulu, çatlak sızdırmazlık maddesi, blok dolum yapıştırıcısı ve temizleme maddesidir.
Bu nedenle, çatlak sızdırmazlığı, sonraki süreçleri etkilememek ve verimliliği azaltmak için sıkı ve dikkatli bir çalışma gerektirir. Yüksek basınçlı yapıştırıcı dolum makinesinin yapıştırıcı çıkışını yapıştırıcı nozeline bağlayın ve sabitlemek için sıkıştırın. Aynı çatlaktaki yüksek pozisyonlu yapıştırıcı nozelin fişini boşaltmak için açın ve yapıştırıcı makinenin üstündeki karıştırma konteynerine orana göre karıştırın. Hava kompresörünü başlatın ve yüksek basınçlı yapıştırıcı enjeksiyonu için hava valfini açın. Havalandırılacak yüksek pozisyonlu yapıştırıcı nozelinde yapıştırıcı sızıntısı olduğunda, yapıştırıcı durdurmak için hava valfini kapatın. Yüksek basınçlı yapıştırıcı dolum makinesinin yapıştırıcı çıkış eklemini yapıştırıcı nozlundan çıkarın ve hızlı bir şekilde plastik fiş ile havalandırma ile takın ve iyi mühürleyin. Bu noktada, çatlak tamamen yapıştırılmıştır ve sadece tamamen iyileşmek için bırakılmalıdır. Diğer çatlaklar için yukarıdaki işlemi tekrarlayın.
Burada ihtiyacınız olan her şeyi bulabilirsiniz. Bu ürünleri denemeye güvenin, sonra büyük bir fark göreceksiniz.

Horse Construction'ın karbon fiberi, binalar, köprüler, otoyollar, demiryolları, tüneller, iskeleler ve sivil havaalanlarındaki beton, duvarcılık, çelik ve ahşap alt tabakaların yapısal güçlendirilmesi, onarımı ve yenilenmesi içindir.

At karbon fiber takviyeli polimer (CFRP) laminat, HM-120CP epoksi ile dışarıdan takviye olarak yapıya bağlanan önceden kürlenmiş kompozit laminatlardır.

HM-CFN, karbon fiber çekmeden yapılmış ağa benzer bir takviye kumaşıdır. Çelik ağın yerine, harçla birlikte çatlakları kapatmak ve kontrol altına almak ve orijinal yapıların yük kapasitesini artırmak için kullanılabilir
