





























Çözümler
Horse Construction, teknik destekler, dokümantasyon destekleri, ürün destekleri, yazılım destekleri, proje destekleri ile tam bir yapısal güçlendirme malzemesi yelpazesi sunar.
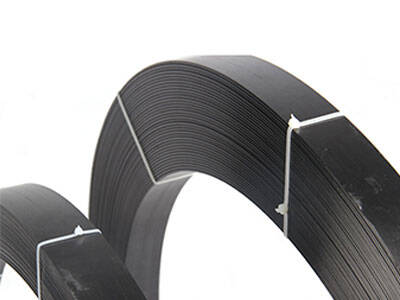
Metal Borular İçin Karbon Fiber Takviye

Çelik boru hattı yapısını onarmak için karbon fiber kompozit levha, 1990'larda geliştirilen bir tür yapısal onarım ve takviye teknolojisidir. Bu teknoloji uluslararası seviyede çok değerlidir ve kimyasal tesislerde, sivil binalarda, köprülerde ve diğer özel yapılarda yaygın olarak kullanılmıştır. Çelik boru hattı yapısının onarımı ve takviyesinin gelişme eğilimi haline geldi. Kompozit takviye teknolojisinin sürekli uygulanmasıyla bu teknoloji yavaş yavaş olgunlaştı ve yavaş yavaş yaygın olarak kullanılmaya başladı.
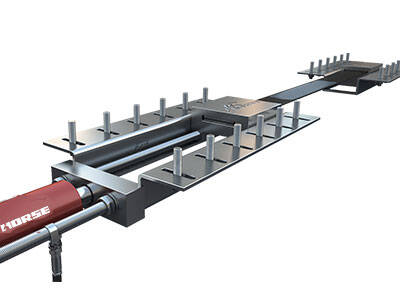
İnşaat yöntemi ve karbon fiber güçlendirilmiş boru hattının anahtar noktaları
1. Tamir planının geliştirilmesi
Karbon fiber takviyesi, metal korozyonu, çatlaklar, karbon ark yanıkları, çamaşır dahilleri veya delaminasyonları, gelişmeyecek iç korozyon kusurları, çukurlar ve sarmal kaynaklı boru gövdesi kusurlarının duvar kalınlığının% 80'inin altındaki kusurları tamir etmek için uygundur. . Sızdırıcı, çevre kaynakları, % 80'den büyük duvar kalınlığı ve iç korozyon geliştirmeye devam edecek kusurlar için uygun değildir.
Kompozit malzemenin toplamının basınç taşıma kapasitesi ve bozuklukta boru hattının kalan duvar kalınlığı, en az orijinal duvar kalınlığına sahip boru hattının basınç taşıma kapasitesine eşit olmalıdır. Kusurlar arasındaki eksen mesafesi 25mm'den az ise, aynı kusur olarak kabul edilir. Kusurların çevresel aralığı duvar kalınlığının 6 katından az olduğunda, aynı kusur olarak kabul edilir.
2. Malzeme hazırlığı
Kusur bilgilerine göre karbon fiber kumaş, özel düzeltme yapıştırıcısı ve impregnasyon yapıştırıcısı miktarını belirleyin. İmpregnasyon tutkal miktarı, 1 metrekare karbon lif kumaş başına 0,6 kg tutkal miktarına göre tahmin edilir.
3. Yer üzerinde kazı
Hatanın eksenli yönünün her iki tarafında en az 800mm daha fazla kazı, boru hattının her iki tarafında en az 650mm kazı, kazı, çalışma çukuru ve sınıflandırma gereksinimleri SY / T5918 hükümlerine uygun olarak uygulanmalıdır
4. Tüp gövdesinin yüzey tedavisi
Tamir edilecek kusurun her iki tarafından en az 500mm uzun eski korozyon önleyici katmanı çıkarın. Temizlikten sonra yüzeyde açık eski kaplama kalıntıları olmamalı ve boru gövdesinin metali temizleme süreci sırasında hasar görmemelidir. Kaldırılan eski korozyon önleyici katman yerinde atılmamalıdır, ancak çevre koruma gereksinimlerine uygun olarak birleşik bir şekilde toplanıp atılmalıdır.
Yüzey işleme uzunluğu, onarımın her ucunun ötesinde en az 100 mm olmalıdır. Tamir edilecek boru gövdesinin yüzeyindeki pas kaldırma sınıfı GB 8923 tarafından gerekli Sa2.5 sınıfına ulaşmalıdır ve kum püskürtme için aşındırıcı ve sıkıştırılmış hava temiz, yağ ve sudan azat olmalıdır.
5. Çalışma öncesi muayene
Tamir katmanının genişliğinin kusurun eksenli uzunluğunun her iki tarafında en az 400 mm'yi aştığından emin olmak için kusurun uzunluğunu kontrol edin. Kusur dağıtım aralığı geniş olduğunda, sürekli sarma onarımı yapılabilir ve örtük genişliği 200mm'den az değildir. Tamir edilecek boru gövdesinin yüzey sıcaklığını yerinde test edin ve boru bölümünün çalışma kayıtlarını kontrol edin ve tamir edilecek boru gövdesinin çalışma sıcaklığının inşaat öncesi 5 ° C ile 35 ° C arasında olduğunu onaylayın.
Yağmur, kar, sis, kum ve diğer havalarda çalışmak kesinlikle yasaktır. Boru gövdesinin sıcaklığı çiy noktasının üstünde 3 ° C'den daha düşük veya 60 ° C'den daha yüksek olduğunda ve çevrenin nisbi nemi% 90'dan büyük olduğunda, tamir işleri güvenilir önlemler almadan yapılamaz.
6. Tüp gövdesini düzeltmek
Kusur türüne göre uygun miktarda düzeltme yapıştırıcısı hazırlayın. Hazırlama sürecinde, ürün açıklamasında belirtilen orana göre, reçine, sertleştirme ajanı ve doldurma maddesi doğru bir şekilde tartılmalı ve konteynere koymalıdır. Reçine ve doldurma maddesinin kullanımdan önce tamamen karıştırıldığından emin olmak için 2 ila 3 dakika boyunca bir karıştırıcıyla karıştırın.
Boru hattının yüzeyindeki kavuk parçaları (bal tarzı, cep çizgisi, küçük delikler vb.) düz olmak için düzeltme yapıştırıcısı kullanın ve çıkmış parçaları (kaynak dikişleri, metal çıkışlar) pürüzsüz bir geçiş için tamir edin. Karbon fiber kumaşın yaralandığında borunun yüzeyiyle yakın temas halinde olduğundan ve boşluk veya ölü açı olmadığından emin olun. Tamir tamamlandıktan sonra, düzeltme yapışkanının yüzeyi kuruyana kadar 20 dakika-40 dakika kurumasına izin verin.
7. Tutkal hazırlama ve boyama
Reçine ve sertleştirme ajanı belirtilen orana göre doğru bir şekilde tartılır ve konteynere koyulur, 2 dakika ~ 3 dakika boyunca bir karıştırıcıyla karıştırılır, konteynere tamamen koyulduklarından emin olun ve kullanımdan önce tamamen karıştırıldıklarından emin olmak için 2 dakika ~ 3 dakika boyunca bir karıştırıcıyla karıştırılır. Tek bir konfigürasyonun toplam miktarı 4kg içinde kontrol edilmelidir ve yapıştırıcı karıştırıldıktan sonra uygulanabilir süre içinde kullanılmalıdır. Konfigurasyon tamamlandıktan sonra, 20g referans yapıştırıcı bırakın ve yapıştırıcının jel durumunu izlemek için çalışma ortamına yerleştirin. İnşaat sırasında, şiddetli toplanmayı önlemek için ısıyı dağıtmak için yapışkanı karıştırmaya dikkat edin. İnşaat sırasında yapıştırmada aglomerasyon ve eksotermik fenomen varsa, hemen kullanmayı bırakın.
Tamir edilecek boru hattının yüzeyine, en az 300um kalınlığında bir tutkal katmanı veya özel primer uygulayın. Bu yapı yüzey kumlama işleminden sonra 2 saat içinde tamamlanmalıdır. Tutkal (özel primer) sertleştirildikten sonra, elektrikli kıvılcım sızıntısı tespiti, tespit voltajı 4kv'den daha düşük değildir ve sızıntı noktası tespiti edilmedikten sonra lif kumaş sarılır. Her sarma haftasından sonra, karbon lif kumaşın, rüzgarlamaya devam etmeden önce yapıştırıcı tarafından tamamen sızıldığından emin olmak için lifin yüzeyine bir yapıştırıcı katmanı uygulayın.
Daha sonraki korozyon önleyici kaplamayı etkileyecek inşaat sonrası boru hattının alt ucunda aşırı reçine sarılmasını önlemek için belirtilen aralıkta reçine dozunun lif kütlesine oranını kontrol edin.
8. Fiber sarma
Eksenli mesafe kusurundan Karbon lif kumaşını sarmaya başlayın, kusurun etrafına sarın ve lifin borun eksenine diki olduğundan emin olun.
İnşaat süreci sırasında, karbon fiber kumaş katmanları arasında hava baloncukları olmamalı ve köpüksüzücü silindir, lif yönünde tekrar tekrar yuvarlama için kullanılabilir. Kaynakın kemerli kısmı hava baloncuklarını çıkarmak için ters yönde yuvarlanmalıdır. Ve yapışkanın tam olarak onarım katmanının yüzeyinin pürüzsüz ve kırışıklıksız olmasını ve yapışkanın saglanmasını sağlamak için karbon fiber kumaşına nüfuz etmesini sağlayın. İnşaat tamamlandıktan sonra, lif kumaşının ve yapışkanın sızmasını kontrol edin ve sızmamış lifler bulunursa hemen yeniden işleyin. Fiber kumaşın inşaat sırasında çevresel olarak sarılması gerekiyorsa, sarma uzunluğu 200mm'den az olmamalıdır. Sarıldıktan sonra, su buharının her iki taraftan onarım katmanına girmesini önlemek için boru hattı onarım katmanının her iki tarafına kalan yapışkanı uygulamak için bir fırça veya kazıcı kullanın.
İnşaat süreci sırasında sıcaklık ve nem değişikliklerine dikkat edin ve restorasyon teknolojisine uygulanacak çevresel koşullar altında inşaatı sıkıca kontrol edin. Boru dirseklerini tamir ederken yukarıdaki inşaat prosedürlerini takip etmenin yanı sıra, kırışıklıklardan kaçınmak için uygun genişliğindeki lif kumaş kullanılmalıdır. Lif kumaş dirsekin bir ucunun içinden bir daire halinde sarılmalı ve ardından dirsekin ortasına spiral olarak sarılmalıdır. Sarma süreci sırasında, dirsek iç lif kumaşının eksenli kucaklama uzunluğu genişliğinin% 75 ila% 80'idir ve dış lif kumaş en az% 50 eksenli kucaklanır. Karbon fiber kumaş sarmasının boruya daima dik olduğundan emin olun. Dirsekin diğer ucuna ulaştıktan sonra, inşaat tamamlanana kadar yukarıdaki inşaat yöntemini tersine tekrarlayın.
Gerekirse, aseton ve etanol, köpüksüzücü rulolar ve kazıcılar gibi inşaat aletlerini temizlemek ve tekrar kullanmadan önce aletlerin temiz ve kuru olduğundan emin olmak için kullanılabilir.
9. Reçine sertleştirme
Reçine sertleşmesi sırasında, boru hattında reçine sarılması varsa, aşırı reçini çıkarmak için bir kazıcı kullanılabilir. Tamir katmanının sertleşme dönemi sırasında, kum veya yağmurun tamir katmanının yüzeyini kirletmesini önlemek için bir kalkan kullanılmalıdır.
10. Yer üzerinde muayene
Tamir katmanı sertleştirildikten sonra, tamir katmanının gerçek bağlama alanı tasarım alanından daha az olmamalı ve pozisyon sapması 10mm'den büyük olmamalıdır. Onarım katmanının görünümünü kontrol edin. Eğer lif katlama yüksekliğinin 2,5 mm'yi aştığı, lifin sızılmadığı veya reçine renginin eşitsiz olduğu bulunursa, onarım katmanı çıkarılıp yeniden uygulanmalıdır.
Burada ihtiyacınız olan her şeyi bulabilirsiniz. Bu ürünleri denemeye güvenin, sonra büyük bir fark göreceksiniz.
